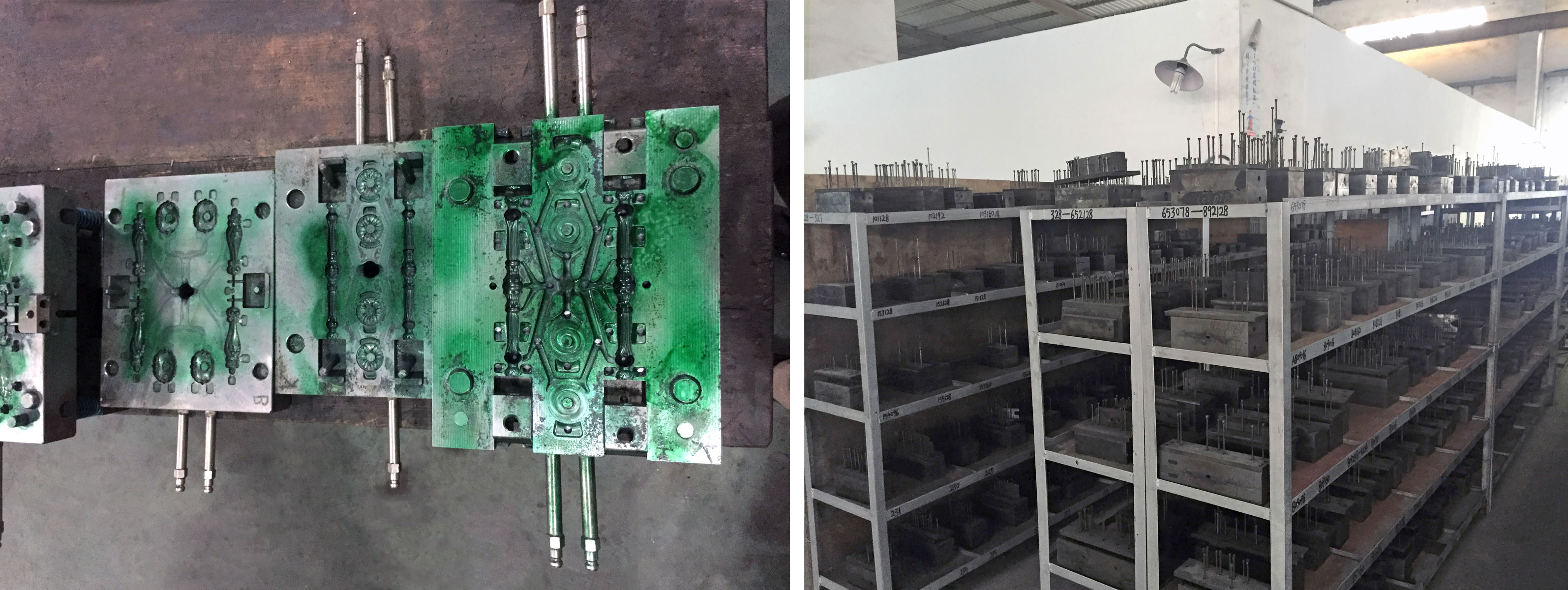
Работа с заготовкой
Для каждой модели ручки или крючка создаются свои уникальные пресс- формы из термостойкого материала под литьё. Металл для основы опускается в печь и доводится до состояния раскалённой, текучей массы. Её заливают в пресс- формы с фигурными полостями. После охлаждения из пресс-форм извлекается матрица – несколько ручек или крючков, скреплённых между собой металлическими перемычками. Перемычки удаляются и отправляются на переплавку, а основа передаётся на следующий этап производства.
Шлифовка и полировка основы
Основа, которую изъяли из матрицы, имеет множество изъянов – шероховатость, заусеницы, наплывы, швы – их удаляют на этапе шлифовки. В зависимости от модели используется полуавтоматическая или механическая шлифовка.
- Полуавтоматическая полировка осуществляется сотрудником завода на станке с войлочным колесом, когда рабочий вручную отрезает лишние элементы от основы и полирует её на станке.
- Механическая – происходит в вибрационных барабанах. Металлические основы вместе с абразивными камнями попадают в барабан и под воздействием вибрации полируются до нужного состояния.

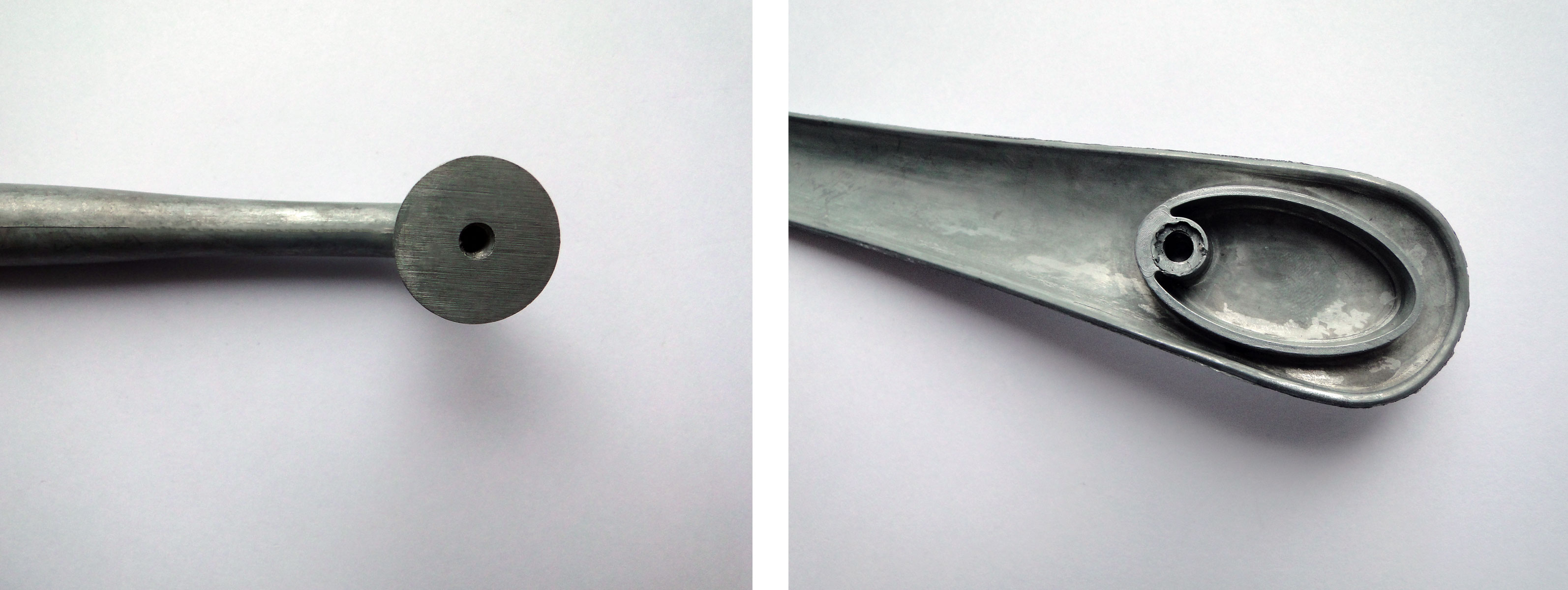
Нанесение резьбы
Резьба под винты наносится с помощью специального станка, который автоматически сверлит отверстия с заданными параметрами МЦ, глубины и витка. Выбор длины винта зависит от двух величин:
- глубины отверстий с резьбой в ручке
- толщины используемой плиты для производства мебели
| Наименование | Глубина резьбы в ручке |
| Винт М4х25 | 9 мм |
| Винт М4х22 | 6 мм |
| Винт М4х20 | 4 мм |

Наиболее распространённая толщина плиты, используемая для изготовления мебели в России, составляет 16 мм. В случае использования плиты толщиной менее 16 мм необходимо дополнительно рекомендовать к применению шайбу (пластмассовую либо металлическую).
Длина винта рассчитывается по формуле:
толщина плиты (мм) + глубина отверстия с резьбой в ручке (мм) = длина винта (мм).
На этом этапе ручка обязательно проходит проверку качества – сверяется её внешний вид, соответствие МЦ, соосность отверстий, и, если никаких отклонений не обнаружено, наступает черёд нанесения покрытия.